电脑系统编程实例,电脑系统编程入门
1.G92 车螺纹的编程实例
2.西门子840D系统的 指令 和编程
3.电脑上可以编写哪些程序实例
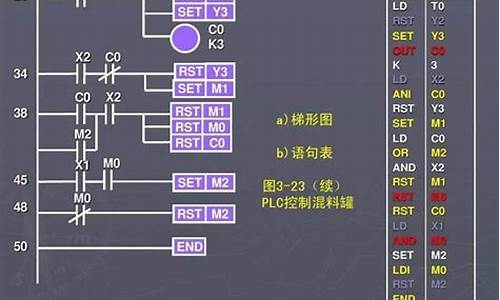
4.数控车凯恩帝系统多头螺纹循环编程实例
解释如下:
第一段G75R退刀量。
第二段G75X重点坐标,Z终点坐标,P横向偏刀量微米为单位,Q纵向偏刀量微米为单位,F进给量。例如一个10×10的工件切断程序,以最左为原点右刀尖对刀G0X12Z0M8。
G75R0.5。
G75X1Z0P2000Q1000F0.08。
G0X150Z150M5。
T0100G0U0W0。
M30以广州数控980TD系统为例。
数控车床编程基础:
1、坐标系、程序的基本知识G代码,M功能。
2、G00—快速定位G01—直线插补,G02、G03—圆弧插补。
3、G90——单一外圆车削循环。
4、G94——单一端面车削循环。
5、宇龙仿真软件的使用。
6、G92螺纹车削循环。
7、G71—内外径复合循环及练习。
8、G72—内外端面复合循环,G73—封闭轮廓复合循环,G74—端面孔循。
G92 车螺纹的编程实例
%
O0001:
N1(D3 MILL)
G91G28Z0M11
G0G90G54X0Y0
G43H17Z100M3S2600
Z2.
G1G90Z-3F80
Y1.5F100
G2I0J-1.5
G1Z2.F1000
G0G90Z100.M5
G91G28Z0
M30
西门子840D系统的 指令 和编程
G92适合于小螺距和中等螺距的螺纹编程,用G92编程即直观,又简单,是使用最多的螺纹指令。
格式如下:
G92 X__ Z__ R__ F__。
其中X为螺纹终点坐标X值,Z为螺纹终点坐标Z值。
不同数控系统对R的定义不同,FANUC系统R为螺纹起点与终点的半径差。
注:加工锥螺纹时,螺纹起点和螺纹终点并不一定是图纸上的螺纹起点和终点。
因为加工螺纹时往往需要将螺纹延长,从工件之外开始加工。
电脑上可以编写哪些程序实例
西门子840D系统的指令和编程功能用法:
1、AC是采用增量坐标编程方式编程时,临时采用绝对坐标编程
比如:
G91(增量编程方式)
N100G01X50Y50(增量坐标方式)
N110G01X=AC(10+20)Y=AC(50)(临时用绝对坐标方式)
N111G01X100Y100(恢复了增量坐标方式)
2、上面一样的——IF是数控里面的宏指令的判断语句一般是和GOTO指令、行号一起使用的
比如:
R1=0N110G01X50Y50R1=R1+1IFR1<=100GOTON110
扩展资料:
西门子840D
这是数控系统中最先进的系统之一,其编程方法跟其他的系统有点差别。
一般旋转编程以及角度偏移都跟其他的系统不一样,ROT RPL AROTRPL,的应用及编程的实例都是加工中用的很多的,这个代码大家必须掌握。
实例
以及重复程序的代码,REPEAT的使用比如:NO1AAA:G91 G01 X......Y......F........N02 REPEAT AAA P5 NO3 M30 及可以重复使用这个程序5次。
更多的编程还需要在实际应用中自己去摸索,一般图纸,工艺都很重要,自己也要思考怎么才 能在一次装卡能完成多个工步,达到最理想的加工效果。
百度百科-西门子840D
数控车凯恩帝系统多头螺纹循环编程实例
电脑可以编程C语言和JAVA等。
1.C语言是一门面向过程的、抽象化的通用程序设计语言,广泛应用于底层开发。C语言能以简易的方式编译、处理低级存储器。C语言是仅产生少量的机器语言以及不需要任何运行环境支持便能运行的高效率程序设计语言。尽管C语言提供了许多低级处理的功能,但仍然保持着跨平台的特性,以一个标准规格写出的C语言程序可在包括类似嵌入式处理器以及超级计算机等作业平台的许多计算机平台上进行编译。
2.Java是一门面向对象编程语言,不仅吸收了C++语言的各种优点,还摒弃了C++里难以理解的多继承、指针等概念,因此Java语言具有功能强大和简单易用两个特征。Java语言作为静态面向对象编程语言的代表,极好地实现了面向对象理论,允许程序员以优雅的思维方式进行复杂的编程 。Java具有简单性、面向对象、分布式、健壮性、安全性、平立与可移植性、多线程、动态性等特点 。Java可以编写桌面应用程序、Web应用程序、分布式系统和嵌入式系统应用程序等
如用G32。G92是在单句程序的结尾加Q比如:G92X。Z。F。Q180这是两头的。(360/2)这个不是模态的,车的时候每句都要加。G76它是移动车螺纹的起刀点。因为它的指令格式中已经有Q了。比如车第一头时起刀点Z3那第二头是Z6。干这样的螺纹可以先车好一头再车其它头或一头车一刀直至车完。
声明:本站所有文章资源内容,如无特殊说明或标注,均为采集网络资源。如若本站内容侵犯了原著者的合法权益,可联系本站删除。